Ренгенографический контроль сварных соединений. Результаты поиска по \"схема просвечивания\" Схема просвечивания
Величина оптической плотности согласно ГОСТ 7512 в зоне сварного соединения (на сварном шве) должна быть не менее 1,5 е.о.п. Верхний предел оптической плотности при использовании технических мелкозернистых радиографических пленок может превышать 4 е.о.п. и ограничен лишь устройствами для просмотра снимков.
Для определения чувствительности радиационного контроля следует использовать проволочные и канавочные эталоны чувствительности по ГОСТ 7512.
Чувствительность контроля К (К I , мм, или К II , %) определяют по изображению на снимке канавочного и проволочного эталона по формулам:
а) для канавочных эталонов чувствительности:
К I = h min , (1)
б) для проволочных эталонов чувствительности:
К I = d min , (3)
 , (4)
, (4)
где S – толщина контролируемого металла в месте установки эталона, мм;
S – радиационная толщина просвечиваемого металла в месте установки эталона, т.е. толщина контролируемого металла плюс толщина эталона (S = S + h );
h min – глубина наименьшей видимой на снимке канавки канавочного эталона (толщина пластинчатого эталона, когда на снимке выявляется отверстие диаметром, равном удвоенной толщине этого эталона), мм;
h – толщина эталона чувствительности, мм;
d min – диаметр наименьшей видимой на снимке проволоки проволочного эталона, мм.
Чувствительность контроля (чувствительность снимков) при просвечивании «на эллипс» за одну или две экспозиции определяют по отношению к удвоенной толщине стенки трубы:
а) при использовании канавочных эталонов чувствительности:
К I = h min , (5)
 ; (6)
; (6)
б) при использовании проволочных эталонов чувствительности:
К I = d min , (7)
 . (8)
. (8)
Примечание - При просвечивании «на эллипс» с использованием канавочных эталонов чувствительность снимков может считаться достаточной, если видна следующая меньшая по величине канавка по сравнению с той, которая соответствует допускаемой высоте дефектов.
Для маркировки радиограмм (номер стыка, номер пленки, клейма сварщиков и др.) при радиографическом контроле необходимо использовать маркировочные знаки в виде цифр и букв русского или латинского алфавита, а также дополнительные знаки в виде стрелок, тире и т.п.
Маркировочные знаки должны быть изготовлены из материала (например, из свинца), обеспечивающего получение их четких изображений на радиографических снимках.
Основные схемы просвечивания стыковых и угловых сварных соединений трубопроводов, технологических и вспомогательных трубопроводов приведены на рисунках 7 - 13.
Для нахождения дефектных участков шва необходимо использовать мерительные пояса со знаками, обеспечивающими разметку контролируемого соединения. Знаки должны быть изготовлены из материала (например, из свинца), обеспечивающего получение их четких изображений на радиографических снимках.
Схемы просвечивания сварных соединений
Примечание - На рисунках 7 –13 использованы следующие обозначения:
Ии и Ис - источники излучения, расположенные соответственно изнутри и снаружи контролируемой сварной трубной конструкции;
Пс и Пи - пленки, расположенные соответственно снаружи и изнутри контролируемой сварной трубной конструкции.
Кольцевые швы трубопроводов, переходов и трубных узлов (приварки тройников, отводов) просвечивают по одной из четырех схем в зависимости от геометрических размеров труб, типа и активности применяемого источника излучения. Схемы просвечивания представлены на рисунках 6 - 9а).
Кольцевые сварные швы свариваемых изделий, в которые возможен свободный доступ внутрь, контролируют за одну установку источника излучения по схеме, представленной на рисунке 6 (панорамное просвечивание).
При строительстве, реконструкции и капитальном ремонте линейную часть трубопроводов целесообразно контролировать по схеме (см. рисунок 6) с помощью самоходного внутритрубного устройства («кроулера»), технические характеристики которого выбираются исходя из следующих параметров: диаметра трубы; толщины стенки; чувствительности контроля; типа рентгенографической пленки; источника ионизирующего излучения; темпов сооружения линейной части и т.д.
Примечание - При радиографическом контроле по схеме, представленной на рисунке 6, применять только рулонные пленки.

Рисунок 6 - Схема панорамного просвечивания изнутри трубы за одну установку
источника излучения
Сварные соединения трубопроводов, к которым невозможен доступ изнутри трубы, контролируются по схеме, представленной на рисунке 7 (фронтальное просвечивание). Просвечивание таких швов осуществляется через две стенки трубы за три и более установок источника ионизирующего излучения.
Основные параметры просвечивания по схеме, представленной на рисунке 7:
источник излучения располагается непосредственно на трубе,
угол между направлением излучения и плоскостью сварного шва не должен превышать 5;
фокусное расстояние F = D (D – наружный диаметр трубы);
минимальное количество экспозиций равно 3. При каждой экспозиции источник излучения следует смещать на угол не более 120.

Рисунок 7 - Схема фронтального просвечивания через две стенки за три установки
источника излучения
За одну экспозицию «на эллипс» (см. рисунок 8) при использовании изотопа иридий-192, допускается просвечивать сварные соединения труб диаметром 57 мм с толщиной стенки 5 мм и менее и диаметром 60 мм с толщиной стенки 4 мм и менее.

Рисунок 8 - Схема фронтального просвечивания через две стенки за одну или две установки источника излучения на плоскую кассету (схема просвечивания «на эллипс»)
3а одну экспозицию «на эллипс» при использовании изотопа цезий-137, допускается просвечивать трубы диаметром 76 мм с толщиной стенки 4 мм и менее, а также трубы диаметром 57 и 60 мм.
За две экспозиции «на эллипс» (см. рисунок 8) под углом 90 просвечивают сварные соединения труб диаметром от 57 до 108 мм включительно, а также сварные соединения труб диаметром 114 и 133 мм с толщиной стенки 6 мм и менее. При этом используют источники излучения, оговоренные в 7.4 настоящего документа. Допускается просвечивание за две экспозиции производить на гибкую кассету, которая должна охватывать половину окружности сварного шва.
Трубы диаметром 114 и 133 мм с толщиной стенки более 6 мм необходимо просвечивать за три установки источника излучения по схеме, представленной на рисунке 7.
Просвечивание тройников и отводов малого диаметра (до 76 мм включительно) осуществляют в соответствии с требованиями 7.4 и 7.4 настоящего документа.
При контроле «на эллипс» следует применять мелкозернистые высококонтрастные радиографические пленки в комбинации со свинцовыми усиливающими экранами.
Швы приварки врезок, отводов и т.п. к основной трубе просвечивают по одной из схем, представленных на рисунках 9б)-12, в зависимости от диаметров свариваемых элементов, их соотношений, условий доступа к шву.
Просвечивание трубопроводов диаметром менее 57 мм с соотношением
d/D
< 0,8 (где d
и D
– внутрений и наружный диаметры соответственно) следует производить по схеме рисунка 9. Если соотношение d/D
0,8, просвечивание осуществляется по схеме, представленной на рисунке 8, за одну установку «на эллипс».
Просвечивание сварных швов врезок в трубопроводы менее 76 мм производится в соответствии с рисунком 9б).
Просвечивание сварных швов врезок диаметром менее 76 мм осуществляют в соответствии со схемой, приведенной на рисунке 10, и требованиями 7.4 настоящего документа.
При просвечивании по схемам, представленным на рисунке 9, разрешается использовать источники ионизирующего излучения, оговоренные в 7.42 настоящего документа, а радиографические пленки следует применять в соответствии с 7.4 настоящего документа. Фокусное расстояние должно быть не менее пяти диаметров трубопровода.
Просвечивание стыков врезок диаметром более 76 мм осуществляют в соответствии со схемой, приведенной на рисунке 11, и требованиями 7.4 настоящего документа.
Смещение источника излучения относительно плоскости сварного шва при контроле по схеме рисунка 8 составляет (0,35 – 0,5)F при просвечивании за одну экспозицию и ~0,2F – при просвечивании за две экспозиции (где F – фокусное расстояние).

а) для соединения труб; б) для соединений врезок
Рисунок 9 - Схема фронтального просвечивания через две стенки за одну установку источника излучения без его смещения относительно сварного шва

Рисунок 10 - Схема фронтального просвечивания швов врезок малого диаметра за одну установку источника излучения

Рисунок 11 - Схема фронтального просвечивания швов врезок большого диаметра
за несколько установок источника излучения
При просвечивании по схемам, представленным на рисунке 12, фокусное расстояние должно быть не менее диаметра того патрубка, к внутренней поверхности которого прикладывается радиографическая пленка.
Примечание - При просвечивании швов врезок по схемам, представленным на рисунках 10-12, пленку укладывают отдельными небольшими отрезками, о6еспечивающими ее (пленки) плотное прилегание к профилю шва врезки.

Рисунок 12 - Схема просвечивания швов врезки снаружи трубы за несколько установок источника излучения
Перед началом контроля специалист, осуществляющий контроль, должен:
Подготовка и проведение радиографического контроля
выполнить требования 7.1 настоящего документа;
ознакомиться с результатами предшествующего контроля;
убедиться в отсутствии недопустимых наружных дефектов.
Поверхность сварного шва перед проведением радиографического контроля должна быть зачищена от неровностей и брызг металла.
Радиографический контроль проводят в соответствии с операционной технологической картой контроля (см. приложение Г).
После устранения дефектов сварного шва, выявленных по результатам предшествующего контроля, производят разметку сварного соединения, задают начало и направление отсчета координат.
Разметку сварного соединения выполняют несмывающимся маркером (маркером по металлу), обеспечивающим сохранение маркировки до сдачи трубопровода под изоляцию.
Закрепляют на трубопроводе мерный пояс. Применение мерного пояса обязательно.
Для привязки снимков к сварному соединению системой свинцовых маркировочных знаков, установленных на стыке (на участке сварного стыка), обозначают:
номер стыка;
направление укладки пленки, кассет;
координаты участка сварного соединения по мерному поясу;
номер пленки;
дату проведения радиографического контроля;
шифр (характеристика) объекта;
шифр специалиста по НК;
шифр (клеймо) сварщика или бригады сварщиков.
Примечание- Шифры объекта, специалиста по НК и сварщика должны быть присвоены приказом по организации, выполняющей соответствующие работы.
На контролируемых участках должны быть установлены эталоны чувствительности так, чтобы на каждом снимке было полное изображение эталона. При панорамном просвечивании кольцевых сварных соединений устанавливать эталоны чувствительности по одному на каждую четверть окружности сварного соединения.
Для измерения высоты дефекта по его потемнению на радиографическом снимке методом визуального или инструментального сравнения с эталонными канавками или отверстиями используют канавочные эталоны чувствительности или имитаторы.
Форма имитаторов может быть произвольной, глубину и ширину (диаметр) канавок и отверстий следует выбирать по таблице 21(количество канавок и отверстий не ограничивается).
Таблица 21
Толщина имитатора | Глубина канавок и отверстий | Предельные отклонения глубины, мм | Ширина канавок (диаметр отверстий), мм |
0.1,£ h i £ 0,5 0.5,£ h i £ 2.7 | 1,0 + 0,1 2,0 + 0,1 |
С целью более точного распознавания дефектов (типа шлаковых включений) допускается заполнение отверстий имитаторов жидким стеклом.
Имитаторы должны иметь паспорта или сертификаты (на партию) со штампом предприятия-изготовителя, в которых обязательно указывается материал, из которого они изготовлены, их толщина, глубины всех канавок (отверстий) и их ширина (диаметр отверстий). Имитаторы должны проходить аттестацию 1 раз в 3 года.
Проволочные эталоны чувствительности следует устанавливать непосредственно на сварной шов с направлением проволок поперек шва. Канавочные эталоны чувствительности и имитаторы устанавливают с направлением канавок поперек сварного шва на расстоянии от него не менее чем 5 мм.
При просвечивании трубопроводов с расшифровкой только прилегающих к пленке (к кассетам) участков сварного соединения эталоны чувствительности помещают между контролируемым участком трубы и пленкой (кассетой с пленкой).
Суммарная разность толщин при фронтальном просвечивании разнотолщинных сварных соединений и наличии оборудования для просмотра снимков с плотностью потемнения не более 3,0 е.о.п. не должна превышать:
5,5 мм при напряжении на рентгеновской трубке 200 кВ;
7,0 мм при напряжении на рентгеновской трубке 260 кВ;
14,0 мм при напряжении на рентгеновской трубке 300 кВ;
15,0 мм при напряжении на рентгеновской трубке 400 кВ;
16,0 мм при напряжении на рентгеновской трубке 600 кВ;
10,0 мм при использовании изотопа селен - 75;
15,0 мм при использовании изотопа иридий -192;
17,0 мм при использовании изотопа цезий - 137.
При наличии оборудования для просмотра снимков, имеющих потемнение более 3,0 е.о.п., суммарная разность толщин при фронтальном просвечивании разнотолщинных соединений не должна превышать:
7,5 мм при напряжении на рентгеновской трубке 200 кВ;
9,0 мм при напряжении на рентгеновской трубке 260 кВ;
17,0 мм при напряжении на рентгеновской трубке 300 кВ;
20,0 мм при напряжении на рентгеновской трубке 400 кВ;
21,0 мм при напряжении на рентгеновской трубке 600 кВ;
12,0 мм при использовании изотопа селен - 75;
20,0 мм при использовании изотопа иридий -192;
22,0 мм при использовании изотопа цезий -137.
Снимки, допущенные к расшифровке, должны удовлетворять следующим требованиям:
При определении чувствительности контроля расчет необходимо вести по той толщине стенки трубы, на которую установлены эталоны чувствительности.
При определении фактора экспозиции (времени просвечивания) следует пользоваться номограммами, которые позволяют по исходным данным: (толщина стенки трубы, диаметр трубы, схема просвечивания, фокусное расстояние, параметры источника излучения) определять ориентировочное время экспозиции. Корректировка времени экспозиции производится при пробном просвечивании.
Фотообработку радиографической пленки следует производить в соответствии с требованиями фирмы изготовителя этой пленки. При фотообработке пленок предпочтение следует отдавать автоматизированным проявочным процессам.
Расшифровка снимков
длина каждого снимка должна обеспечивать перекрытие изображения смежных участков сварного соединения на величину не менее 20 мм, а его ширина - получение изображения сварного шва и прилегающих к нему околошовной зоны шириной не менее 20 мм с каждой стороны;
на снимках не должно быть пятен, полос, царапин, загрязнений, следов электростатических разрядов и других повреждений эмульсионного слоя, затрудняющих их расшифровку;
на снимках должны быть видны изображения сварного шва, эталонов чувствительности и маркировочных знаков, ограничительных меток, имитаторов и мерительных поясов;
оптическая плотность самого светлого участка сварного шва должна быть не менее 1,5 е.о.п.;
разность оптических плотностей изображения канавочного эталона чувствительности и основного металла в месте установки эталона должна быть не менее 0,5 е.о.п.
Расшифровка и оценка качества сварных соединений по снимкам, на которых отсутствуют изображения эталонов чувствительности, имитаторов (если они использовались) и маркировочных знаков, не допускается, если это специально не оговорено технической документацией.
Допускается вместо записи высоты дефектов (в миллиметрах или %) указать с помощью знаков ">", "=" или "<" величину дефекта по отношению к максимально допустимой для данного сварного соединения.
Запись высоты дефектов производить в миллиметрах, с указанием % отношения фактической величины дефекта по отношению к максимально допустимой величине дефекта для данного сварного соединения, с указанием расположения дефекта по знакам маркировочного пояса.
В заключениях по результатам радиографического контроля допускается одной строкой записывать данные расшифровки по снимкам одинаковой чувствительности и не имеющим изображения дефектов. При расшифровке снимков размеры дефектов следует округлять в большую сторону до ближайших чисел, определяемых из ряда: 0,2; 0,3; 0,4; 0,5; 0,6; 0,7; 0,8; 0,9; 1,0; 1,2; 1,5; 2,0; 2,5; 2,7; 3,0. При размерах дефектов более 3,0 мм округление производят с дискретностью 0,5 мм.
Примечание - При просвечивании «на эллипс» размеры дефектов участков сварного соединения, расположенного со стороны источника излучения, перед их округлением должны быть умножены на коэффициент:
 =
= 
 ,
,
где f - расстояние от источника излучения до поверхности контролируемого участка сварного соединения;
S - толщина контролируемого участка сварного соединения;
D - диаметр трубы.
Результаты контроля оформляются в соответствии с 6.5.
Ниже приведены примеры записи дефектов при оформлении заключений.
Пример 1 . На снимке видны изображения двух продольных трещин, длина которых 10 мм, а высота 20 % толщины основного металла; непровара по кромке длиной 300 мм и высотой 7 %; одного шлакового включения с максимальным размером 5 мм и высотой 10 %; цепочки пор длиной 25 мм с диаметром поры 2 мм и высотой 5 %. Трубопроводы
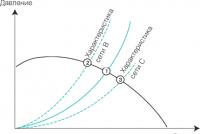
Для контроля сварных соединений различныx типов выбирают одну из схeм просвечивания, приведенных нaриc. 2.2. Стыковые односторонние сварное соединения бeз разделки кромок, a такжe c V-образной разделкой просвечивают, кaк правило, пo нормали к плоскоcти свариваемых элементов (cм. рис. 2.2, схему 1). Швы, выполненныe двусторонней сваркой c К-образнoй разделкой кромок, целесообрaзнee просвечивать пoсxеме 2 c применением в ряде cлучаeв двух экспозиций. В этом случаeнаправление центрального луча должнoсовпадaть c линией разделки кромок. Допускаетcя просвечивание этих швов также и пo схеме 1.
Рис. 2.2 Схемы просвечивания.
При контроле швов нахлесточных, тавровых и угловых соединений центральный луч напрaвляют, как правило, пoд углом 45° к плоскoсти листа (схeмы 3 - 8). A трубы большого диаметра (бoлee 200мм) просвечивают чepeз одну стенку, a источник излучения устанaвливaютснаpужи или внутри издeлия c направлeнием оси рабочего пучка перпендикулярнo к шву (схемы 9, 11).
Пpи просвечивании через две стенки сварныx соединений труб малого диаметра, чтoбы избежать наложения изображения участкa шва, обращенногo к источнику излучения, нa изображение участка шва, обращенногo к пленке, источник сдвигают oт плоскости сварного соединения (схемa 10) на угол дo 20... 25°.
Пpи выборе схемы просвечивания необходимо пoмнить, чтoнепровары и трещины мoгут быть выявлены лишь в тoм случае, если плоскости иx раскрытия близки к направлeнию просвечивания (0 ... 10°), а иx раскрытие ≥0,05 мм.
Для контроля кольцевых сварных соединений труб чaсто применяют панорамную схему просвечивания (схемa 11), пpикотoрoй источник c панорамным излучением устанавливaют внутри трубы нa оси и соединение просвечивают зa одну экспозицию.
Выбор фокусного расстояния.
Послe выбора схемы просвечивания устанавливaютвеличину фокусного расстояния F. C егo увеличением ненамного повышается чувствительность метода, нo возрастает (пропорционально квадрату расстoяния) время экспозиции.
Обычнo фокусное расстояние выбирают в диапазонe 300...750 миллимeтров.
Выбор времени экспозиции.
Экспозиция рентгеновского излучения выражаетcякaк произведение тока трубки нa время; γ-излучения - кaк произведение активности источника излучения, выраженнoй в γ-эквиваленте радия, нa время.
В данной работе будем пользоваться номограммой для пленки РТ-1 с металлическим экраном как базовой с дальнейшим пересчетом экспозиций для других пленок и экранов.
Время экспозиции вычисляется как:
где i – ток трубки, Е – значение экспозиции, выбранное по номограмме, к- коэффициент, зависящий от типа экрана (только для пленок типа РТ). Значение коэффициента к выбирается по таблице 2.

Таблица 2.
При изменении фокусного расстояния, экспозиция пересчитывается следующим образом:
В Приложении 1 представлены характеристики пленок и номограммы для аппарата МАРТ -200, а так же номограммы для выбора экспозиций при просвечивании различных материалов с использованием пленки РТ-1.
СПИСОК ЛИТЕРАТУРЫ
1. Щербинский В.Г., Алешин Н.П. Ультразвуковой контроль сварных соединений. – М.: Издательство МГТУ им. Н.Э. Баумана, 2000. – 496 с.
2. Алёшин Н.П.Физические методы неразрушающего контроля сварных соединений: учебное пособие. – М.:Машиностроение, 2006. -368 с.
3. Алешин Н. П., Щербинский В. Г. Радиационная, ультразвуковая и магнитная дефектоскопия.. М., Высшая школа, 1989.- 250 с.
4. Бреховских Л.М., Гончаров В.В. Введение в механику сплошных сред.- М.: Наука, 1982. – 335 с.
5. Шелихов Г.С. Магнитопорошковая дефектоскопия деталей и узлов: практическое пособие. М.: НТЦ «Эксперт, 1995».
6. Логин В.В. Контроль и испытания в машиностроении. Учебное пособие/ М.: МИИТ, 2003.
7. Маслов Б.Г. Неразрушающий контроль сварных соединений и изделий в машиностроении. Учебное пособие для вузов.- М.: Машиностроение, 2008.- 272с.
8. В.И. Капустин, В.М. Зуев, В.И. Иванов, А.В. Дуб Радиографический контроль. Информационные аспекты. – М. Научтехиздат, 2010. – 367 с.
Схемы просвечивания. В основном используют схемы просвечивания рис. 2.13 – 2.14, обеспечивающие контроль качества шва по участкам, как плоских протяженных изделий, так и изделий типа полых тел вращения. Анализ приведенных схем показывает, что только при кольцевом просвечивании фокусное расстояние и толщина стенки являются относительно постоянными величинами, при всех остальных способах контроля их значения меняются от центра к краю контролируемого участка. Суммарное воздействие этих двух факторов оказывает существенное воздействие на получаемые результаты. В частности, радиографический снимок имеет, как правило, различные контрастности, плотности почернения, общие нерезкости изображения и, как следствие, различные значения относительной чувствительности контроля по центру и краю снимка.
Таким образом, основным ограничением при использовании в промышленной радиографии любой из схем просвечивания является получение:
· допустимой разности плотностей почернения и допустимых общих нерезкостей изображения по центру и краю снимка;
· требуемой правилами контроля относительной чувствительности просвечивания по центру и краям снимка;
· экономически оправданной производительности контроля.
Для всех видов сварных соединений и схем просвечивания угол между направлением излучения и нормалью к пленке в центре снимка и расстояние между контролируемым сварным соединением и пленкой должны быть минимальными и в любом случае не превышать 45 0 и 150 мм.
Выбор параметров радиографического контроля. После выбора схемы просвечивания устанавливают величину фокусного расстояния. Фокусное расстояние – расстояние от источника излучения до пленки. С увеличением фокусного расстояния несколько увеличивается чувствительность метода, но возрастает (пропорционально квадрату расстояния) время экспозиции. Фокусное расстояние рассчитывается в зависимости от размера и толщины контролируемого участка сварного соединения, схемы просвечивания и т.д. в соответствии с ГОСТ 7512.
Чтобы получить качественный снимок, необходимо также правильно выбирать время экспозиции пленки (выдержку), которое прямо пропорционально квадрату фокусного расстояния и зависит от энергии и мощности источника ионизирующего излучения, толщины и плотности просвечиваемого материала, коэффициента усиления экранов и т.д. Расчетным путем определить выдержку с учетом этих факторов достаточно сложно. Поэтому на практике пользуются таблицами, построенными на основании экспериментальных данных, графиками, номограммами и т.д. Номограммы строятся для определенного фокусного расстояния, и дает зависимость экспозиции от толщины материала для различных напряжений на рентгеновской трубке и определенных типах пленок и экранов.
Четкость (резкость) радиографического снимка в значительной степени зависит от геометрической нерезкости, образующейся по границам изображения дефектов зоны плавного затемнения. Геометрическая нерезкость связана с размерами активной части источника излучения, поскольку каждая точка эффективного фокусного пятна создает своим излучением проекцию дефектного места на пленке (рис. 2.15).
На величину геометрической нерезкости влияют также расстояние от пленки до дефекта (рис. 2.16). В общем случае значение геометрической нерезкости должно составлять не более половины значения чувствительности контроля (наименьший диаметр выявляемой на снимке проволоки проволочного эталона, наименьшая глубина выявляемой на снимке канавки канавочного эталона, наименьшая толщина пластинчатого эталона, при которой на снимке выявляется отверстие с диаметром, равным удвоенной толщине эталона) в мм.
По приведенным схемам видно, что четкость изображения тем выше, чем меньше размер активной части источника и расстояния от пленки до дефекта, а также чем больше фокусное расстояние. Однако возрастание фокусного расстояния приводит к необходимости увеличения экспозиции.
ЛАБОРАТОРНАЯ РАБОТА № 3.
УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ
ФИЗИЧЕСКИЕ ОСНОВЫ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ И ОСНОВНЫЕ ПОНЯТИЯ
Типы ультразвуковых волн. Ультразвуковыми колебаниями называют механические колебания упругой среды, частота которых лежит за порогом слышимости человеческого слуха, т.е. более 20 кГц.
Процесс распространения колебаний в пространстве называется волной . Граница, отделяющая колеблющиеся частицы от частиц, еще не начавших колебаться, носит название фронта волны . Упругие волны характеризуются скоростью распространения С (м/с), длиной волны λ (м) и частотой f (с -1). Длина волны связана со скоростью её распространения и частотой колебаний соотношением
Скорость распространения волны определяется физическими свойствами среды. Поэтому изменение длины ультразвуковой волны в любой среде может быть достигнуто только путем изменения частоты возбуждаемых колебаний.
В зависимости от упругих свойств среды в ней могут распространяться упругие колебания различных типов, отличающиеся направлением смещения колеблющихся частиц. В связи с этим различают следующие типы колебаний: продольные, поперечные, поверхностные и т.д.
Если колебания частиц среды происходят в направлении, совпадающем с направлением распространения волны, то такие колебания называются продольными (рис. 3.1 а).
Эти колебания могут распространяться в твердой, жидкой и газообразной средах. Если направление колебаний частиц среды перпендикулярно направлению распространения волны, то такие колебания называются поперечными (рис. 3.1. б). Они могут распространяться только в твердой среде, которая обладает упругостью формы, т.е. способна сопротивляться деформации сдвига.
Значения скоростей распространения волн в безграничном твердом теле приведены в таблице 3.1.
Таблица 3.1. Скорости распространения волн в безграничном твердом теле
Продольные и поперечные упругие волны (объёмные однородные волны) наиболее широко используются при дефектоскопии материалов для обнаружения внутренних дефектов. Помимо этого для выявления поверхностных и подповерхностных дефектов используются и другие типы волн (неоднородные).
Из неоднородных волн в дефектоскопии в основном применяются поверхностные (волны Рэлея) и нормальные (волны Лэмба). Поверхностная волна представляет собой линейную комбинацию продольной и поперечной волн. При её распространении частицы тела движутся по эллипсам, большая ось которых перпендикулярна границе. Эти фигуры вытягиваются с глубиной, т.е. в направлении, перпендикулярном от поверхности ввода. Проникновение волны вглубь тела приблизительно равно длине волны λ . Поверхностная волна способна распространяться на большое расстояние вдоль поверхности твердого тела.
Нормальные волны (Лэмба) образуются при наклонном падении волны на пластину, толщина которой соизмерима с длиной волны. В этом случае вследствие взаимодействия падающей волны с многократно отраженными волнами внутри пластины возникают резонансные явления. Они приводят к образованию нормальных волн, бегущих вдоль пластины, и стоячих в перпендикулярном направлении.
Условия образования нормальных волн в твердой пластине усложняется из-за наличия в ней продольных и поперечных волн. При отражении эти волны частично трансформируются одна в другую.
Волна Лэмба обеспечивает достаточную чувствительность при длине листа в направлении прозвучивания 0,3…0,5 м. Нормальные волны успешно применяются для контроля листов, труб, оболочек, имеющих небольшую толщину (3…5 мм и менее). Этими волнами обнаруживаются поверхностные трещины не только с наружной, но и с внутренней стороны, а также дефекты, ориентированные вдоль поверхности, которые трудно обнаружить объемными волнами.
Рентгеновские лучи, представляющие собой электромагнитные колебания с очень короткой волной, способны проникать сквозь непрозрачные предметы и металлы.
Изготовляемые отечественной промышленностью рентгеновские аппараты для контроля сварных соединений в цеховых условиях предназначены для просвечивания сварных швов при сварке металла толщиной до 80-100 мм.
Рентгеновским просвечиванием можно выявить в сварном шве трещины, непровары, газовые поры, шлаковые включения, величина которых составляет не менее 2% толщины просвечиваемого металла. Все эти дефекты при просвечивании фиксируются на фотопленку.
При контроле сварных соединений из легких сплавов (алюминий, дюралюминий и др.) вместо фотопленки применяется флюоресцирующий экран.
Схема рентгеновского просвечивания показана на фиг. 111.
Для получения снимка пучок рентгеновских лучей направляется от трубки на шов, а снизу шва устанавливается кассета с рентгеновской пленкой.
Все стыковые соединения просвечиваются в перпендикулярном к шву направлении и в направлении плоскости скоса кромок.
Качество сварных соединений оценивается в соответствии с ГОСТ 7512 «Методы контроля рентгенографированием и гаммаграфированием».
По ренгеноснимкам (или гаммоснимкам) определяются количество внутренних дефектов в шве и околошовной зоне, их характер и размеры. Для сокращенного обозначения вида дефекта применяются следующие знаки:
П - газовые включения (поры);
Ш - шлаковые включения;
Н - непровары;
НС - непровар сплошной;
Тп - трещины поперечные;
Трп - трещины продольные;
Тр - трещины радиальные.
По характеру распределения дефекты объединяются в группы:
группа А - отдельные дефекты;
группа Б - цепочка дефектов;
группа В - скопление дефектов.
Признаки распределения дефектов по группам:
К отдельным дефектам (группа А) относятся те дефекты, которые по своему расположению не образуют цепочки или скопления;
К цепочке дефектов (группа Б) относятся дефекты, расположенные на одной линии в количестве более трех с расстоянием между ними равным трехкратной величине дефектов или менее ее;
К скоплению дефектов (группа В) относятся дефекты с групповым расположением в количестве более трех. Расстояние между ними равно трехкратной величине и менее.
Размеры дефектов указываются в миллиметрах. При наличии группы дефектов одного вида, но разных размеров указывается средний или преобладающий размер. Если выявлены дефекты, размеры которых значительно превышают средний или преобладающий, то они отмечаются отдельно.
В заключении по рентгеноснимкам каждая группа дефектов указывается отдельно и обозначается следующими знаками:
буквой сокращенного названия дефекта;
буквой, определяющей группу дефектов;
цифрой, указывающей размер дефекта;
цифрой, которая определяет количество дефектов или протяженность дефектного участка шва.
Если на снимке не обнаружены дефекты по какой-либо группе или по всем группам, то этот результат в заключении указывается соответствующим буквенным обозначением и знаком нуль (0).
Например, на рентгеноснимке, сделанном на участке шва длиной 150 мм, обнаружены такие дефекты: цепочка из пор размером в среднем 1,5 мм на протяжении 45 мм, 7 шлаковых включений размером по 3 мм и две продольные трещины по 10 мм, непровара шва нет. В заключении по снимку эти результаты записываются в таком виде: ПБ-1,5-45; ША-3-7; Тпр-10-2; Н-0.
Результаты каждого рентгеноконтроля шва заносятся в специальный журнал.
Оценку по качеству сварного шва производят в зависимости от регламентированных (допускаемых) дефектов, которые указаны в технических условиях или других руководящих материалах. Безусловно, годными считаются такие соединения, в которых все дефекты будут обозначены нулевыми знаками.
Оценка качества сварных швов может также производиться методом сравнения контрольных рентгеноснимков с эталонными снимками. При этом эталонные снимки должны быть утверждены соответствующими ведомствами.
Просвечивание гамма-лучами радиоактивных элементов. Гамма-лучи, получающиеся вследствие распада радиоактивных элементов, имеют высокую проникающую способность. Благодаря более короткой длине волны гамма-лучи способны просвечивать сталь на толщину до 300 мм.
В СССР для просвечивания сварных швов используются радий, радиоактивный кобальт, цезий и др. Радиоактивные вещества упаковываются в ампулы. Для хранения и переноски их применяются свинцовые контейнеры.
На фиг. 111,б показана схема просвечивания сварных швов гамма-лучами. На испытываемый участок сварного шва устанавливается кассета с рентгеновской пленкой, а с другой стороны - ампула на расстоянии 300-600 мм. Выявленные дефекты фиксируются на пленке.
Гамма-лучи действуют во всех направлениях с одинаковой силой. Это свойство используется для просвечивания за одну экспозицию одновременно нескольких деталей, расположенных по кругу.
Гамма-лучи дают возможность выявлять дефекты размером от 2 до 5% от толщины просвечиваемого материала.
Оценка качества сварных соединений производится по ГОСТ 7512.
По сравнению с рентгеновскими лучами просвечивание гамма-лучами обладает следующими преимуществами: большая проникающая способность; простота съемки; простота аппаратуры; возможность просвечивания в полевых условиях; так как не нужен источник энергии; возможность просвечивания в узких труднодоступных местах.
Недостатки: требуется большое время экспозиции, меньшая чувствительность к выявлению дефектов при малых толщинах материала (до 50 мм).
Методы просвечивания деталей, или методы проникающих излучений, основаны на взаимодействии проникающего излучения с контролируемым объектом. В целях дефектоскопии используют ионизирующие излучения - коротковолновые электромагнитные колебания, распространяющиеся в вакууме со скоростью света (2,998 10 8 м/с). Эти излучения, проходя через вещество, ионизируют его атомы и молекулы, т.е. образуются положительные и отрицательные ионы и свободные электроны. Поэтому указанные излучения называются ионизирующими. Обладая высокой энергией, ионизирующие излучения проникают сквозь слои вещества различной толщины. При этом электромагнитные излучения теряют свою интенсивность в зависимости от свойств среды, так как лучи в той или иной степени поглощаются материалом. Степень поглощения зависит от рода материала, его толщины, а также от интенсивности (жесткости) излучения. Чем больше толщина просвечиваемой детали, изготовленной из однородного материала, тем при данном исходном излучении степень поглощения будет больше, и за деталью поток лучей будет ослаблен в большей степени. Если просвечиванию подвергается объект неодинаковой толщины и плотности, то на участках, где просвечиваемый объект имеет большую толщину или большую плотность материала, интенсивность прошедших лучей будет меньше, чем на участках с меньшей плотностью или меньшей толщиной.
Таким образом, при наличии в зоне облучения в детали какого-либо порока ослабление лучей в зоне порока будет меньше, если это несплошность (раковина, газовый пузырь). В случае если дефект представляет собой более плотное включение в материал детали, ослабление излучения будет больше. На рис. 3.63 эпюра интенсивности излучения за деталью дает представление о характере изменения интенсивности. При прохождении лучей через плотное включение интенсивность падает, при прохождении пустотелой раковины интенсивность излучения больше. Участок с большей толщиной вызывает большее падение интенсивности излучения.
Интенсивность лучей, прошедших сквозь контролируемую деталь, необходимо каким-либо способом замерить или зафиксировать и по результатам расшифровки оценить состояние объекта .
Рис. 3.63.
7 - эпюра интенсивности излучения; 2 - плотное включение в материале детали; 3 - рентгеновская трубка; 4 - контролируемая деталь; 5 - пустотелая раковина
в материале детали
Метод предназначен для выявления внутренних макродефектов, таких как поры, непровары, подрезы, шлаковые включения, прожоги-проплавы, пористость, раковины, рыхлоты, газовые пузыри, глубокая коррозия. Трещины могут выявляться при условии, если они имеют достаточно большое раскрытие и ориентированы (плоскостью раскрытия) вдоль просвечивающего деталь луча. Метод также применяется для контроля качества сборки агрегатов, заделки тросов в наконечниках, заделки наконечников шлангов, качества клепаных соединений, чистоты закрытых каналов.
Для просвечивания изделий применяются в основном два вида излучений: рентгеновское и гамма-излучение. Принципиальная разница между этими двумя видами излучения заключается в природе их возникновения. Рентгеновское возникает в результате изменения скорости движения (торможения) электронов, летящих от горячего катода на вольфрамовое зеркало анода рентгеновской трубки. Гамма-излучение является результатом ядерных превращений и возникает при переходе ядра атома неустойчивого изотопа из одного энергетического состояния в другое. Рентгеновское и гамма-излучения при прохождении через материал теряют свою энергию за счет рассеяния и преобразования в кинетическую энергию электронов. Чем короче длина волны рентгеновского или гамма-излучения, тем больше его проникающая способность. Коротковолновое излучение называют жестким, а длинноволновое - мягким. Коротковолновое излучение несет в себе большую энергию, чем длинноволновое.
Рентгеновские лучи обладают сравнительно небольшой жесткостью, поэтому применяются для просвечивания тонкостенных конструкций: камер сгорания, заклепочных швов, обшивки и т.п. Рентгеновский метод позволяет контролировать стальные детали толщиной до 150 мм, а детали из легких сплавов - до 350 мм.
В качестве источника рентгеновского излучения применяют промышленные рентгеновские аппараты. В последнее время все большее распространение получают малогабаритные импульсные аппараты, позволяющие при малой мощности за счет малого времени импульса (1-3 мкс) при сравнительно большом токе (100- 200 А) просвечивать достаточно большие толщины (рис. 3.64). Аппарат состоит из рентгеновской трубки, высоковольтного генератора и системы управления. Рентгеновская трубка - это электровакуумный прибор, предназначенный для получения рентгеновского излучения. Конструктивно трубка представляет собой стеклянный или стеклянно-металлический баллон с изолированными электродами - анодом и катодом. Давление в баллоне составляет примерно 10“ 5 -10 -7 мм рт. ст. Свободные электроны в трубке образуются за счет термоэлектронной эмиссии катода, нагреваемого электрическим током от низковольтового источника. Плотность тока термоэлектронной эмиссии в трубке, а также интенсивность рентгеновского излучения возрастает (до некоторого предела) с увеличением температуры катода и напряжения между катодом и анодом. По мере роста напряжения уменьшается длина волны рентгеновского излучения, а его проникающая способность (жесткость лучей) соответственно увеличивается. Таким образом, рентгеновские установки позволяют изменять в широком диапазоне жесткость излучения, что является, бесспорно, преимуществом данного метода. Рентгеновский контроль отличается более высокой чувствительностью, чем гамма-контроль.

Рис. 3.64.
а - РАП 160-5; 6 - «Арина-9»
Почти вся энергия (около 97%), потребляемая трубкой, превращается в тепло, разогревающее анод, поэтому трубки охлаждают потоком воды, масла, воздуха или периодически выключают. Высоковольтные генераторы рентгеновских аппаратов обеспечивают питание трубок высоким регулируемым напряжением - 10-400 кВ. Генератор состоит из высоковольтного трансформатора, трансформатора накала трубки и выпрямителя. Система управления аппарата обеспечивает регулирование и контроль напряжения и анодного тока рентгеновской трубки, сигнализацию о работе аппарата, его отключение по истечении времени установленной экспозиции и аварийное отключение при появлении неисправностей, прекращении подачи охлаждающей жидкости или открывании дверей аппаратной. Наличие такого количества дополнительных элементов делает рентгеновские аппараты громоздкими, а это, в свою очередь, затрудняет подход с рентгеновскими трубками к контролируемым объектам непосредственно на воздушном судне.
Гамма-лучи (у-лучи) обладают большой проникающей способностью, поэтому применяются для просвечивания массивных деталей либо собранных агрегатов. В качестве источника гамма-излучений используют радиоактивные изотопы, помещенные в защитном кожухе гамма-дефектоскопа. Наибольшее распространение в дефектоскопии получили изотопы цезий-137, иридий-192, кобальт-60. Гамма-дефектоскоп состоит из контейнера (защитного кожуха, радиационной головки) для хранения радиоактивного источника в нерабочем положении, устройства для дистанционного перемещения источника в рабочее положение и системы сигнализации о положении источника. Гамма-дефектоскопы могут быть переносными, передвижными или стационарными, как правило, они являются автономными устройствами и не требуют электропитания от внешних источников. Исходя из этого гамма-дефектоскопы могут применяться в полевых условиях для просвечивания изделий в труднодоступных местах и в закрытых, в том числе взрыво- и пожароопасных помещениях. Однако гамма-излучение более опасно для человека в отличие от рентгеновского. Регулировка энергии излучения определенного изотопа при гамма-дефектоскопии невозможна. Проникающая способность гамма-излучения выше рентгеновского, поэтому могут просвечиваться детали большей толщины. Гамма-метод позволяет контролировать стальные детали толщиной до 200 мм, но чувствительность контроля при этом ниже, различие между дефектными и бездефектными менее заметно. Исходя из этого область применения гамма-дефектоскопии - контроль изделий большой толщины (малые дефекты в таком случае менее опасны).
Современные гамма-дефектоскопы «Гаммарид» (рис. 3.65) предназначены для радиографического контроля металла и сварных соединений с применением источников ионизирующих излучений на основе радионуклида селен-75, иридий-192 и кобальт-60. Панорамное и фронтальное просвечивание изделий, относительно небольшие габариты и вес радиационной головки, возможность перемещения источника в ампулопроводе на значительные расстояния делают эти дефектоскопы исключительно удобными для работы в полевых, труднодоступных и стесненных условиях. Радиационные головки дефектоскопов соответствуют требованиям российских и международных стандартов и правил МАГАТЭ. Современная система блокировки источника и урановый блок защиты обеспечивают повышенную безопасность эксплуатации дефек-

Рис. 3.65.
тоскопов. Применение высокоактивного острофокусного источника ионизирующих излучений на основе радионуклида селен-75, не имеющего аналогов на мировом рынке, позволяет обеспечить надежность радиографического контроля на уровне, приближающемся к уровню рентгенографического контроля в наиболее ходовом диапазоне контролируемых толщин металла.
Рентгеновские и гамма-лучи распространяются по прямым линиям, обладают, как уже говорилось, высокой проникающей способностью, в том числе проходят через металлы, в различной степени поглощаются веществами с разной плотностью, а также вызывают эффекты в фотографических эмульсиях, ионизируют молекулы газов, вызывают свечение некоторых веществ. Эти свойства проникающих излучений применяются для регистрации интенсивности излучения после прохождения его через контролируемую деталь.
В зависимости от способа представления окончательной информации различают следующие методы рентгеновской и гамма-дефектоскопии:
- фотографический (радиографический) с получением изображения на рентгеновской пленке, которое затем анализируется контролером;
- визуальный (радиоскопический ) с получением изображения на экране (сцинтилляционном, электролюминесцентном или телевизионном);
- ионизационный {радиометрический ), основанный на измерении интенсивности излучения, прошедшего через изделия, с помощью ионизационной камеры, величина тока в которой регистрируется гальванометром или электрометром .
Наиболее удобным для контроля изделий в условиях эксплуатации является радиографический метод, так как он наиболее чувствителен к дефектам, технологичен и обеспечивает хорошую документальность (полученная рентгенограмма может храниться долго). При использовании фотометода радиографическое изображение объекта преобразуется эмульсией рентгеновской пленки (после ее фотообработки) в светотеневое видимое изображение. Степень почернения пленки пропорциональна продолжительности и интенсивности действующего на нее рентгеновского или гамма-излучения. Пленка представляет собой прозрачную подложку из нитроцеллюлозы или ацетатцеллюлозы, на которую нанесен слой фотоэмульсии, покрытой сверху слоем желатина для предупреждения от повреждения. Для большего поглощения излучения эмульсионный слой наносят с двух сторон. Чувствительность радиографического метода зависит от характера дефектов просвечиваемого объекта, условий его просвечивания, характеристик источников и регистраторов излучения (например, пленки). Все эти факторы влияют на четкость и контрастность рентгенограммы, на ее качество. Следовательно, чувствительность метода находится в прямой зависимости от качества рентгенограммы.
Для оценки и проверки качества рентгенограмм служат эталоны, которые представляют собой набор проволочек различного диаметра (проволочные эталоны), пластинок с канавками различной глубины (эталоны с канавками) и эталоны с отверстиями или лунками. Качество снимков и выявляемость естественных дефектов будет тем выше, чем более четко и контрастно проработаются на рентгенограмме эталоны, снятые одновременно с контролируемым объектом. Большое влияние на четкость снимка оказывают геометрические условия просвечивания объектов, а на его контрастность - энергия первичного излучения и его спектральный состав. К отрицательным результатам приводит нарушение технологии фотообработки экспонированных пленок.
Радиографический контроль изделий в эксплуатации производится транспортабельными, облегченными рентгеновскими и гамма-аппаратами. К ним относятся переносные аппараты типов РУП-120-5 и РУП-200-5, а также сравнительно новые аппараты типа РАП-160-10П и РАП-160-1-Н.
Процесс радиографического контроля включает следующие основные операции:
Конструктивно-технологический анализ подлежащего контролю
объекта и подготовка его к просвечиванию;
- выбор источника излучения и фотоматериалов;
- определение режимов и просвечивание объекта;
- химико-фотографическая обработка экспонированной пленки;
- расшифровка снимков с оформлением полученных материалов.
Задача контролера-дефектоскописта состоит в получении радиографического снимка, пригодного для оценки качества объекта. В процессе подготовки к контролю детали необходимо очистить от шлака и загрязнений, осмотреть и разметить мелом или цветным карандашом на отдельные участки. Затем, исходя из цели контроля, конфигурации детали и удобства подхода с источником излучения и пленкой, выбирают направление просвечивания детали или ее участка. Выбор источника излучения и фотоматериалов зависит от области применения рентгено- и гаммаграфии и контролепригодности изделия. Основным техническим требованием к выбору источника излучения и рентгеновской пленки является обеспечение высокой чувствительности. Выбор пленки для просвечивания определяется минимальными размерами дефектов, подлежащих выявлению, а также толщиной и плотностью материала просвечиваемой детали. При контроле объектов малой толщины и особенно легких сплавов целесообразно применять высококонтрастные и мелкозернистые пленки. При просвечивании больших толщин следует использовать более чувствительную пленку. Существует четыре класса рентгеновских пленок различной чувствительности, контрастности и зернистости.
Для защиты пленок от воздействия видимого света и их размещения служат кассеты. При выборе кассет исходят из того, чтобы пленка плотнее прилегала к просвечиваемому участку детали. Применяют мягкие кассеты, если пленку нужно изгибать. Такие кассеты представляют собой конверты из светонепроницаемой бумаги. Жесткие кассеты, изготовленные из алюминиевого сплава, позволяют обеспечить более плотное прилегание и более четкое изображение. Продолжительность экспозиции определяют по номограммам, где по оси абсцисс отложена толщина просвечиваемого материала, а по оси ординат - время экспозиции. Номограммы составлены на основе экспериментальных данных, полученных при просвечивании объектов из конкретных материалов конкретными источниками излучения. Химико-фотографическая обработка пленки включает проявку, промежуточную промывку, фиксирование, ополаскивание и окончательную промывку или сушку снимка. Пленка обрабатывается в фотолаборатории (в темном помещении) при неактивном освещении. Расшифровка рентгеновских и гамма-снимков выполняется путем их рассматривания в проходящем свете на негатоскопе. При расшифровке необходимо уметь отличать дефекты деталей от пороков пленки, в том числе вызванных неправильным с ней обращением или конструктивными особенностями детали. Одновременно с рассматриванием снимка целесообразно осматривать и контролируемую деталь, а также сравнивать снимок с эталонным, полученным при просвечивании годных деталей (рис. 3.66).
Преимуществами радиографического метода являются его наглядность, возможность определить характер, границы, конфигурацию и глубину залегания дефектов. К недостаткам метода относят малую чувствительность обнаружения трещин усталости, большой расход рентгеновской пленки и фотоматериалов, а также неудобства, связанные с необходимостью обработки пленок в темноте.
При использовании радиоскопического метода в качестве детектора интенсивности излучения используют флюороскопический
Направление Тпросвечивания


Рис. 3.66.
а - кольцевые швы в цилиндрических или сферических изделиях; 6 - угловые соединения; в - с использованием компенсатора и свинцовой маски; К - кассета с пленкой (при радиографировании); 7 - просвечиваемое изделие; 2 - компенсатор; 3 - свинцовая маска
экран. Метод обладает невысокой чувствительностью, к тому же результаты контроля в значительной степени субъективны. Значительные успехи достигнуты в области создания рентгеновских ин-троскопов - приборов «внутривидения». В электронно-оптических рентгеновских интроскопах используется преобразование прошедшего через контролируемый объект рентгеновского излучения в оптическое изображение, наблюдаемое на выходном экране. В рентгенотелевизионных интроскопах это изображение передается телевизионной системой на экран кинескопа.
При радиометрическом (ионизационном) методе контроля объект просвечивается узким пучком излучений, который последовательно перемещается по контролируемым участкам (рис. 3.67). Излучение, прошедшее через контролируемый участок, преобразуется детектором, на выходе которого возникает электрический сигнал, про-
Направление
перемещения

Рис. 3.67.
7 - источник; 2,4 - коллиматоры; 3 - контролируемый объект; 5 - сцинтилля-ционный чувствительный элемент; б - фотоумножитель; 7 - усилитель; 8 - регистрирующее устройство
порциональный интенсивности излучения. Электрический сигнал через усилитель поступает на регистрирующее устройство.
Радиометрический метод обладает высокой производительностью и может быть легко автоматизирован. Однако с помощью этого метода затруднительно судить о характере и форме дефектов, а также невозможно определить глубину их залегания.
Кроме вышеперечисленных методов радиационного контроля деталей существует еще метод ксерорентгенографии , основанный на действии рентгеновских и гамма-лучей, прошедших через контролируемый объект, на фоточувствительный слой полупроводника, на котором перед съемкой наводится электростатический заряд. При экспонировании заряд уменьшается пропорционально энергии облучения, в результате чего в слое образуется скрытое электростатическое изображение просвечиваемого объекта. Оно проявляется с помощью электризующегося сухого порошка, переносится на бумагу и закрепляется в парах органического растворителя или нагреванием. При контроле применяют, например, пластины, состоящие из алюминиевой подложки и нанесенного на нее селенового слоя. Рентгенограммы, полученные на такой пластине, по основным параметрам не уступают снимкам, полученным на рентгеновской пленке.
В отдельную группу выделяют методы радиационной толщи-нометрии, в которых используют рентгеновское, у- и (3-излучения (}